

Abstract
Arup are consulting engineers for a series of recent projects involving curved glass: The High Roller observation wheel in Las Vegas and a revolving feature lift for the new Louis Vuitton townhouse in London both demand a high visual quality of their curved glass enclosures.
Two greenhouses for Bombay Sapphire’s new distillery near London rely on the geometrical strength of their curved glass and steel skin. The capsules of the High Roller, the recently opened world’s tallest observation wheel in Las Vegas, feature double curved insulating glass units. The insulated glass provides thermal comfort in the extreme desert climate and allows perfect views.
Gwenaël Nicolas was the designer for a new feature lift for Louis Vuitton in the Selfridges Store in London. The shaft for the revolving lift capsule features tall curved glass panels to very tight geometrical tolerances. The landings on the first and second floor are rings of cantilevering glass floors, designed to onerous load conditions.
The two greenhouses for Bombay Sapphire, designed by Heatherwick Studio, feature a dramatic curved freeform geometry. The houses are supported by their pleated skin made of curved glass and steel, the freeform geometry is approximated with a series of cylindrical glass panels.
General
Arup are consulting engineers for a series of recent projects involving hot bent glass. Curved glass is not only suitable to serve visual purposes, the benefits of its increased geometrical stiffness can also be utilised to develop more transparent glass designs.
The glass processing determines the properties and design freedom of the product - geometry, visual quality and strength can often be opposing each other. Especially for glass with double curvature the options for solar control are limited. The following three examples demonstrate different technical solutions for three very different designs with curved glass.
High Roller
General
The High Roller opened in the end of March 2014 in Las Vegas as the world’s tallest observation wheel, crowning Caesars Entertainments’ “The Linq” development off Las Vegas Boulevard. The wheel’s 28 cabins each carry up to 40 passengers for the duration of the 30 minute ride, allowing the passengers to take in views of Las Vegas and surrounding area, during both day-time and night-time operation.
The cabin geometry is a distinctive aspect of the silhouette of an observation wheel and varies throughout the designs: the on the London Eye the cabins are ellipsoid, the ones of the Singapore Flyer barrel shaped, for the wheel in Las Vegas the design team decided to employ a spherical design.
For the optimum 360 degree view, the cabins feature a ring of spherically curved glass along their equator. The mechanical space in the roof and underside of the cabins are clad with white fibre-reinforced polymer (FRP) panels.
Spherically curved glass is typically annealed and sag formed in a kiln on either perimeter or full surface moulds. The three important performance aspects that concerned the design team regarding the cabin glazing were safety, thermal comfort and minimal visual distortion.

Comfort
The desert climate imposes extreme heat during the summer months and chilly temperatures in winter. In an early stage it was decided to make the capsule glazing double glazed, at least in the fixed glazing areas.
Double glazing was important to control the internal glass surface temperature and to keep cooling or heating loads - and consequently the size and weight of the mechanical plant - as low as possible.
The solar control layer had to have a minimum impact on the view out of the cabins. The light transmission had to be low enough to control glare during the day and during the night, the internal reflection had to be minimal.
The spherical geometry of the glass was limiting the available options for solar control to the outer glass leaf: Any hard or soft coatings on the glass surface would crack during to the stretching of the centre of the glass panels in the hot forming process in the kiln.
California film could not be applied for a similar reason, the PET film can be stretched to a certain degree like for many car windscreens, but the amount of Gaussian curvature is limited and one of the principle curvatures needs to be small.
For the final design, a grey body tint for the plies of the outer glass leaf was selected as the best option to control solar gain and glare during the day whilst having a neutral appearance and low internal reflection during the night.
The resulting solar heat gain coefficient (SHGC) is 0.5 with a visual light transmission of 55% and an internal light reflection of 17%. The overall glazing U-value is below 0.44 BTU/h ft² K (2.5W/m²K). Solar PVB was not readily available at the time and might be a good alternative for any future projects with double curved solar control glass.
Safety
In an early stage it was decided to design the cabin glazing to provide containment only when the cabins are in vertical or slightly sloped position.
The glazing was therefore not designed for an accidental capsize scenario in case the drive mechanism in the support ring would fail. In such an event the wheel will be stopped and cabin evacuated, rather than allowing the 40 passengers to sit on the glass panels during the time the cabin is turned on its side.
The double glazed panels sit on either side of the horizontal cabin equator and are both overhead and outward leaning. There should be no large falling fragments in case of breakage of the inner or the outer panel therefore, both had to be laminated.
The double glazed units where assessed for static barrier and wind loads and the specification demanded soft body and hard body impact from inside and outside.
The glass processors preferred PVB for the lamination, because it is easier to stretch during the lay-up. The maximum service temperatures of the interlayer in the outer leaf were assessed and discussed with PVB suppliers to confirm durability of the laminate.

Internal loads
The high solar gains, absorbed by the body tint of the outer glass panel, lead to a significant warming of the air in the glazing cavity. The air expands with temperature, creating over pressure in the cavity. Because of the high geometrical stiffness of the doubly curved glass, the increased pressure cannot be reduced by pillowing as typical with flat glass.
Finite Element assessments of the stresses in the glass panels and the edge seal indicated that the glass would have to be chemically tempered to withstand the stress. To avoid the pressure build-up, the units “breathe” through a desiccant filter that dries the incoming air to avoid any condensation in the cavity during cold nights.
Similar filters are typically used on transformers; the devices are small enough that they can be hidden easily in the cabin structure. The filters are accessible for inspection or replacement should the desiccant be saturated.
Visual quality
There was a risk that the amount of glass layers would amplify any visual distortion in the glass, which was critical with the large viewing distances. An inspection method needed to be employed that allowed to evaluate any visual distortions in the glass and to allow an objective comparison between the products of different processors in an early stage.
The design team proposed an inspection method that is typical with automotive glass: Measurement of optical distortion in the glass and secondary image separation was specified as per United Nations Regulation ECE 43 for motor vehicle safety glazing for the first panel.
Quality control was to be carried out with the 45°, 1’’ (25mm), black on white stripe, ‘zebra board test’. Because of the outstanding visual quality the final glass was procured from specialist processor Sunglass S.R.L.

Helical Lift Shaft for Louis Vuitton
General
Since November 2013, a custom-built revolving glass elevator is the centrepiece of a new Louis Vuitton concession within the Oxford Street Selfridges store in London. The ‘store within a store’ with 10 000m², designed by French Japan-based designer Gwenaël Nicolas around the unique elevator with a slowly revolving cabin, affords customers a 360 degree view of Louis Vuitton’s accessory, men’s and womenswear departments.
The 15m tall elevator shaft features a display furniture in form of a double helix, which draws attention to the new vertical element that penetrates the century old structure of the Selfridges department store. Curved glass with no visible fixings forms the transparent cylindrical shaft between the two helixes.

Geometry
The lift connects the ground floor with the first and second floors with floor heights reducing towards the upper floors. The rise of the helix is constant and defines possible door locations and size and the height of the glass panels. The final geometry is for two intertwined left handed helix with a pitch of 9.8m and a radius of 1.2m to the inner glass surface.
The geometry allows for 900mm wide door openings to tightly fit between the two helixes, but the doors are not aligned in height. The first stage of the lift is 6.9m, the second 4.9m, leading to an offset between the doors on ground and first floor of 149 degrees.
The doors on second and third floor could have been at the same position, however due to the floor layout it was decided to position them at opposite sides. In order to avoid two sets of doors in the lift cabin the decision was made to let the lift cabin revolve to address the different door positions.
German lift manufacturer GBH advised against a design with helical guide rails but for vertical rails and a cabin that revolves on top of the hydraulic piston to address the different door locations. The revolving capsule has become a key feature that makes the ride on the lift a special experience.

Structure
In very early stage of the project the decision was made to utilize the two helical display furniture pieces to hide a steel support structure and not to design a self-supporting structural glass tube. Lift guide rails, shaft glazing and display furniture are supported off two helical steel beams that are hidden in the back wall of the handbag display.
The helical beams are supported at their top and base and minimal steel studs connect them to the first and second floor slabs. The support strategy allows for a slender steel profile but also means that the two beams are compressed like a spring coil under differential floor movements.
The steel was designed by Arup and fabricated by T.P. Aspinall & Sons Limited who also took on the technical design and installation of the glazing package. Each beam consist of two tubular sections (88.9 x 6.3 CHS), 310mm apart and connected with two 448mm wide and 10mm thick plates, all material is S355.
Each beam was produced in 4 segments, on a jig of rolled components. The splices where designed to transfer the torsional bending in the helical beams.

Enclosure Glazing
The structural concept that utilizes the glass only as enclosure and not as primary element allowed for large curved laminated low iron glass panels with PVB interlayer. The hot bending process on a static mold offers large sizes, superior visual quality and tighter tolerances compared to glass from a roller bending toughening line.
The up to 6000mm tall and between 950 and 1150mm wide vertical spanning panels with 1200mm radius have enough geometrical stiffness to act as enclosure with a glass laminate of 2x8mm.
Glass processor Cricursa agreed to extremely tight production tolerances: the 3.9m long straight vertical edges could only be off by slightly more than 1mm to guarantee that the vertical gaps between the installed glass panels could be kept smaller than 3mm.
For wider gaps EN 294 would require a wet seal in the glass joints, which would have compromised the crisp appearance of the design. The glass panels have factory bonded curved stainless steel profiles at their curved top and bottom edge.
The structural silicone is designed to take the gravity component of the glass parallel to the bottom glass edge.
Small connectors are clamped to the top and bottom of the helical beams and connected to the glazing profiles via shear bolts. The bolts are orientated in a way that each panel rests on its bottom corner and is tangentially restrained at the top opposite corner, the other two glass corners are only restrained in radial direction.
Glass Floor
The first and second floor openings feature a glass “halo” of cantilevering laminated glass panels. The cantilevering concept avoids structural connections into the shaft glazing which can move in relation to the floor plates.
Each halo is made up of four glass panels, two large panels between the helixes and two smaller as infill in the opening of the helix furniture. The glass panels are a combination of heat strengthened and toughened low iron glass and laminated with SentryGlas interlayer. The lower three glass plies are held in a circumferential steel clamp, the upper two panels fill the height to the floor finish and provide a slip resistant finish.

The panels cantilever over a distance of 600mm and were designed and tested to carry a 4kN/m² distributed load and 3.6kN point load on any location as defined by BS 6399-1. The robustness concept and testing sequence was based on ASTM E2751-11:
- A uniform static load of 4.0kN/m² applied vertically for a period of 24h hours
- A concentrated load of 3.6kN acting on a 150mm x 150mm square contact area in the most unfavorable position for a period of 24 hours.
- With the most onerous ply broken, the above loads for a duration of 10 min.
- With all plies broken, the floor panels where tested to a static load of 90kg as described in the Centre for Window and
- Cladding Technology’s Technical Note No 67.
The final Glass build up comprises of heat strengthened and toughened glass panels with Sentry Glass interlayer. The floor was tested successfully for structural capacity and robustness at Vinci Technology Centre in Leighton Buzzard.
Greenhouses for Bombay Sapphire
General
In September 2014, Thomas Heatherwick opened the Studio’s design of Bombay Sapphire’s new distillery and visitor center in the historic Laverstoke Mill in Hampshire (UK) to the public. In the center of the old mill site, standing in the river bed of the small river Test, two dynamic freeform greenhouses showcase the “ten botanicals” that Bombay Sapphire use for the unique production process of their gin.
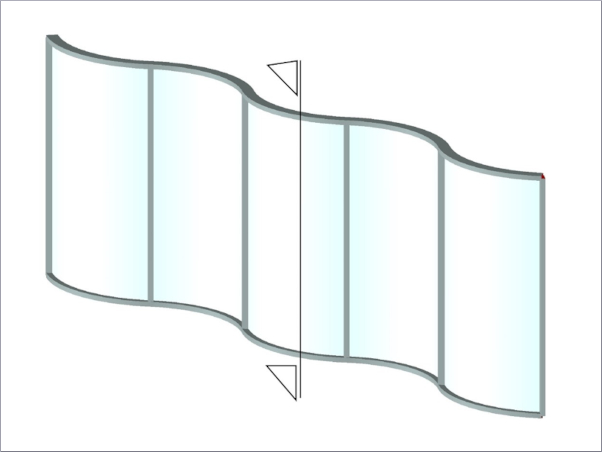
The approximately 15m and 10m tall houses have a pleated freeform structural glass skin made of cylindrically curved toughened low iron glass and bronze colored stainless steel. Lowgrade exhaust heat from the gin production is used to heat the houses and allowed a single glazed design without penalties on energy use - the distillery project achieved BREEAM rating ‘outstanding’.

Heatherwick Studio and Arup had developed an innovative structural scheme for the two houses that did not require any visible bracing members between the longitudinal curved beams in the valleys and ridges. Forces between glass and steel where transferred via a series of bonded metal strips that are clamped to the beams, the concept is described in detail in [1].
After tender in spring 2012, Bellapart SAU where appointed on the basis of an alternative concept that employs tie rods in the cross glass joints, as described by Simon Pierce in [2]. Early mockup construction informed the development of the construction method.
The revised structural concept underwent several iterations that where discussed between Bellapart, Heatherwick Studio and Arup. The structural detail design was optimized for the large Mediterranean house, which appears highly transparent and light – and with 2x6mm glass it truly is a lightweight glass shell.
The same detailing was employed for the smaller house, giving it a slightly more opaque appearance which corresponds to the higher shading demand of the tropical plants.

Summary

Hot bent glass, employed structurally or as enclosure only, was integral to the success of the three designs. The projects will hopefully encourage more designers to play with its possibilities.
Informed decisions on processing method and resulting properties at an early stage allow time to manage client expectations, optimize the design and make best use of the properties of the product.
Further developments of solar control options especially for doubly curved glass, would broaden the potential spectrum of applications on building enclosures.
References
[1] Felix Weber: Designing pleated glass structures for iconic greenhouses; Glass Processing Days 2013, Tampere, Finland
[2] Simon Pierce: From design to reality – fabricating and building two pleated double-curved glass shell structures; Glass Processing Days 2013, Tampere, Finland
























Comments
Good post. I find out something new and challenging on articles I stumbleupon day-to-day. It will always be exciting to study content material from all other editors and practice a little something from other online websites