This paper was first presented at GPD 2023.
Link to the full GPD 2023 conference book: https://www.gpd.fi/GPD2023_proceedings_book/

Author: Dr. Klaus Mühlhans – A+W Software GmbH
Abstract
Sustainable growth requires cost efficiency and continuous optimization of processes. Sometimes, it even requires a disruptive change within an organization.
A limiting factor in growth and optimization in a variant type of production has always been the Lot-Size-Conflict (flexibility against optimal use of resources). A+W Smart Factory, a just in-time control system suited to highly complex flat glass manufacturing and processing environments, is offering a disruptive change in organization easing for the first time the LSC!
By consequently applying the so-called “Pull-Principle” which is the core of an A+W patent originally established using an automated sorting system, the system turns the traditional “Push-Principle” more or less “upside down”. Following Just-In-Time planning results, the system offers the ideal counterpart by controlling production flow based on the need of the respective next production cell in a chain.
Production lots, therefore, are computed “on-the-fly” in almost real-time based on the respective needs at the current point in time taking into account all required changes or other influences. The resulting optimization on the spot results in the best possible use of material and other resources which is key in reducing the CO2-emission generated by material waste and further energy requirements to a minimum.
Implementing this type of production control is a breaking change – but it is more than worth the effort!
Introduction
When trying to further develop an existing production organization, the Lot-Size-Conflict (LSC) plays a prominent role. Sustainable growth is possible only if proper solutions to this conflict are developed, adapted, and continuously improved as the LSC is rising with the amount produced and the complexity of the products processed. To solve or ease this conflict, a better understanding of it is a clear requirement. Hence, a more detailed explanation of the conflict is given. Furthermore, it is shown how today’s shopfloor organization which should be based on JustIn-Time (JIT) principles have a big negative impact on this conflict.
Next, it is shown that the only reliable way out of the conflict results in a breaking change in shopfloor organization. It is presented, how this breaking change may be managed using state-of-the-art software technologies.
JIT vs the LSC
Today, every successful production planning starts with a JIT analysis. Based on this principle, calculating backwards in time, the latest point in time for each respective process in the chain is computed when to perform a certain step within production.
Related to a production organized in production shifts, this, typically, results in an amount of work to be done within a specific area (a production step) within a given amount of time. Typically, this is named a lot or a set of lots.
Each production process, however, has its own specific needs to achieve highest productivity. A tempering furnace, for example, requires a reasonable amount of glass sheets having similar properties to be run together within a furnace bed load. A double edger, as a second example, runs best if there is almost no need to adjust sizes when processing glass sheets in sequence. Hence, it requires a sorting/ grouping by size.
Cutting, as the most complex example with regards to lot-size, requires grouping of different glass types and a larger mix of different sizes to achieve minimal waste.
To provide the best productivity for each section, a lot of re-sorting of glass sheets (sorting) is required which, again, imposes a significant effort.
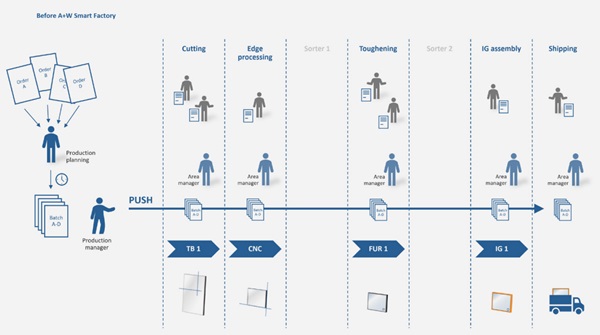
As a consequence, the planner has to find the best compromise between many conflicting targets. In addition, and in contrast to the JIT planning, today’s production organization is using “Push-Principles”, hence, each lot finished at a certain level is then pushed to the next subsequent level for further processing.
The planner, therefore, has to compile lots in cutting allowing for a reasonable cutting yield as well taking into account the requirements of the subsequent step (grinding / tempering / insulating…).
The resulting lots, today, are fixed when sent into production for processing. Typical software and paperwork organization will provide all necessary information for all processes to be done as planned at this time. Very unfortunately, but well known for everybody in our industry, nothing is finally done as planned…
There are many influencing factors by the processes themselves:
- Breakage at cutting (about 1 %)
- Breakage within the quench of the furnace (2-5 %)
- Quality issues within other production steps (1-5 %)
The most prominent ones, however, are external:
- Workers not available (illness, accident…)
- Late changes by customer
- “boss”-orders
- Organizational limits within shipment
- Breakdown of a processing machine (could be hours but as well days)
As a result, there is quite a distinct amount of work to be done in parallel using manual organization bypassing all planning done beforehand. As a consequence, nearly no lot is produced exactly as planned. The larger the amount of work to be done and the higher the complexity of the products the worse this effect will hit productivity!
A way out of the LSC achieving sustainable growth
The primary reason for a rising LSC in production is the use of the “Push-Principle” which is dramatically conflicting with the JIT planning done beforehand.
The way out is obvious: Use the “PullPrinciple” instead which is matching the JIT planning!
But: So far, no one has been able to run a flat glass processing plant using “Pull-Principles” as all existing organization schemas and software solutions are based on “Push-Principles”.
As existing systems are not capable of supporting the correct principle, this results in a breaking change in software and organization. The required organization cannot be done based on human work and decisions alone. Flat glass processing, being a total variant type of production, is getting far too complex to be controlled by humans without the aid of proper software solutions. Even the well-known KANBAN way of working will not help as it is based on ordering standard pre-products at a given quantity. It is by far not suited for a fully variant-based production. This also explains that there have been no attempts to actually undergo the dramatic change required so far
A traditional approach in software to address the problem with one single large optimization and control package will fail as well. The nature of the very individual variant type processes in the chain is simply too complex to be addressed by a single solution.
Fortunately, today’s software architecture is able to address this type of problem. Using a set of so-called Software Agents (also named services, service-oriented architecture) having specific Agents responsible for just one respective processing area limits complexity and the risk of implementing single points of failure. In addition, this software architecture includes standard communication channels between those Agents. Moreover, several specific Agents may be launched to share tasks. Hence, this architecture offers almost unlimited scaling capabilities.
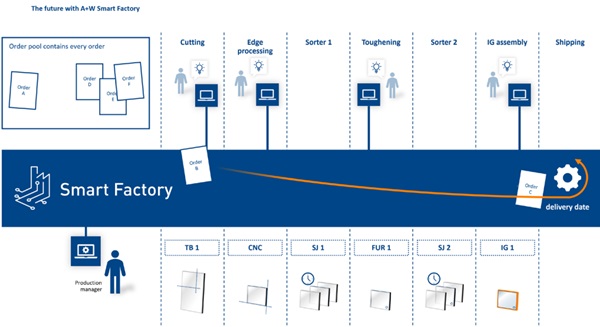
As a result, the physical production is mapped into a virtual world where those Agents negotiate their respective needs with the respective other Agents.
The Agent responsible for the dispatch area, however, knows which products are to be provided in which sequence on which transport devices at any given moment. It requests related amounts (“Pull-Principle”) by the related Agents in charge of the processes before dispatch. Those Agents, again, try to compile an optimal lot valid for this moment in time-based as well on resulting requests negotiated with other Agents in the chain if processes are located earlier in time. Hence, the complete processing chain is continuously exchanging information and re-computing lots based on the actual moment in time. Optimization targets may vary a lot between those different areas. Processing machines, for example, benefit from grouping workpieces in a way as to reduce change of tools. Furnace (heat treatment) bed loads benefit from grouping work pieces related to adjacent recipes (thickness, size, coating…) which in fact results in better use of those tools and a considerably reduced CO² footprint.
Each respective Agent is responsible for driving its adjacent machine and/or operator (presenting instructions on the screen).
It is obvious now that the shopfloor organization is a dynamic result of the system. There is no need anymore to predefine lots!
Summary
Growing an organization in flat glass processing continuously increases the Lot-Size-Conflict (LSC) and, therefore, limits growth. Transforming an organization to comply with Just-In-Time principles by establishing a throughout “Pull-Principle” based organization eases the LSC and, therefore, allows sustainable growth.