The most demanding and critical and demanding manufacturing process is naturally the gravity bending process.
This article will review the principles of large and demanding, bus or special vehicle windscreen bending process. In this article the bending process is divided into five individual stages; Loading, Pre-Heating, Bending, Final Bending and Cooling.
Although all of these individual bending stages do not physically really exist, dividing the entire bending process into different stages enables easier approach to the subject.
.jpg)
LOADING – Important first step towards successful results or a complete failure

Before heating the pre-processed glass pair is loaded on to the mold usually with the help of loading equipment. Although this is a cold stage, there are several aspects that can either guarantee successful results or result a complete failure. Unbalanced loading position will create difficulties that might prove out incurable later in the process causing breakages, deformations, and many other defects.
First the glass should be carefully placed on top of the mold. After the glass is firmly on top the mold, the mold should support the glass pair firmly and uniform all over. There should be no pinpoint like stresses/weight peaks in any specific areas. Side supports and glass center support help achieving this perfectly balanced state that is required to guarantee perfect departure point for the bending process.
If the mold is equipped with freely moving counter weight arms the weights should be adjusted so that there is no extensive pressure in the middle area of the glass pair. After these adjustments glass is perfectly centralized.
Especially windscreens with wrap around corners the centralizing is essential as the glass pair tends to move and in extreme cases this sliding movement can be very difficult to control. In case of extensive sliding, special tooling, or external manipulation might be needed to control this unwanted glass movement.

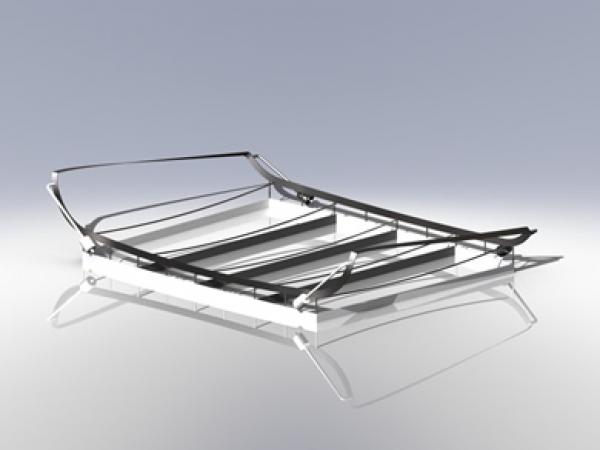
Typical wing
PRE-HEATING – Balanced and equal heating
Generally in the pre-heating stage, from ambient temperature to 550 °C, the glass pair is heated with balanced and equal, over all IR-heating configuration for both glass pairs. Bottom heating is required to achieve best possible heating speed.
Since most of the glass is heated through the thermal conduction from the very surface of the glass into the inner layer, the heating speed will be improved if bottom heating is available. Too powerful and uneven heating will cause breakages as the glass is pushed to its physical limitations.
Complex shapes with extensive sagging sometimes require special heating configuration in the end-part of the Pre-heating stage. In these situations the heating configuration is adjusted to give extra heating boost to certain region(s) of the glass to gain extensive sagging.
BENDING
In this article the definition of the stage change from pre-heating to bending is defined by the temperature point of glass transition range. The transition range according to ISO 7884, is between 520°C and 550°C. After reaching the transition range the glass transforms from a fragile solid to a plastic substance. In gravity bending this plastic phase is used to sag the glass under its own weight to the required shape.
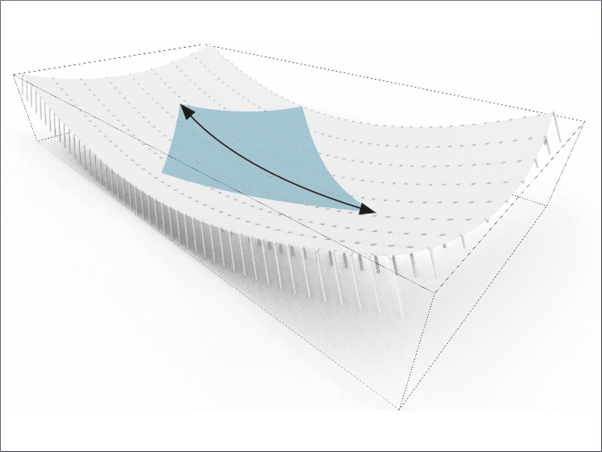
At bending stage the IR-heating radiation is concentrated to more regional. These heating regions could be generally considered to be the areas where the heat is required to gain sagging; these are the sides (wings), corners, and centre area of the glass. IR-heating power in these regions is dependent on the geometry of the final product. Greater sag (deeper curvature) requires more IR-heating. Moving the IR-heating elements closer to the glass will increase the heating volume and also reduce IR scattering and therefore heating radiation will affect smaller regions of the glass.
After the transition range temperature 520-550 °C is exceeded the mold counter weight arms can be expected to start slowly moving. As the softer glass starts slowly bending, the counter weight arms start to move together with the glass. Controlling this movement is fundamental part of the entire bending process. The movement should be slow, steady and continuous all the way to the final position.
Perfect mold counter weight /mold side movement, together with well performed IR-heating configuration decreases and even excludes the need for external manipulation of the windscreen corners and the use of pressing units. Correct bending speed will also further eliminate often arising reverse bending of the inner areas. If pressing units are used they are usually activated at this stage if not used through the entire process cycle.

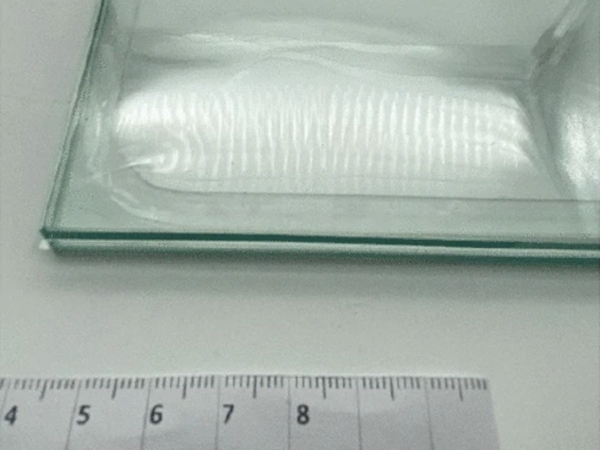
Common areas for deformation marked with x
FINAL BENDING – Slowly into the final shape
Final bending stage can be generally considered to start from the point of counter weight arms stopping into their final position. When this happens the manual or automatic side support systems are usually triggered, as at this stage of the process glass pair is soft enough to bend smoothly against the mold ring frame. In final bending stage the glass pair is bent to its final shape.
With the larger and thick windscreens it is important to reduce the glass heating speed to minimum to avoid “over heating” situation where the glass continues to bend with gravity uncontrollably due to its large mass. This is done by reducing the IR-heating power, applying heat only to small specified areas. Heating only smaller specified areas can be also enhanced moving the heating elements closer to the glass.
At these temperatures the large glass pair will continue to bend to its final sag easily. Excess heating at this sensitive stage easily facilitates perfect conditions for ”over heating”-situation and the glass will continue to bend uncontrollably finally dropping the glass from the mold. Regional excess heating can cause deformations to the edge shapes.
Final shape is controlled with a temperature and visual reference from the glass and mold tooling. Estimation of the sagging (cross curvature) requires experience as larger windscreens need advance cooling due to their greater mass. Decision of the “Glass Ready” point is eased if the bending speed is in control and the operator has good visual reference points on the existing sag.

Bending mold
COOLING – Stop before drop
Cooling is also used to stop the gravity bending. With the help of effective cooling fans the bending can be stopped only with a slight advance, whereas without effective cooling longer advance is required to avoid over bending. Over cooling is also a possible defect scenario, therefore gradual controlled cooling is required to achieve suitable compression, edge tension values and finally annealing the glass without breaking it.
As mentioned in my earlier article “Furnace technology – Development standstill”, the direction of the initial cooling airflow has different effect to the windscreen edge tension and compression qualities. Usually open wagon performs better from the compression qualities since the glass edges and over lapping are exposed to cold airflow from bottom immediately after bending. Furthermore amount of over lapping and therefore also the glass position on the mold effects into the glass compression quality. In some cases wrong position of the glass on top of the mold can cause collapse of the compression qualities. Therefore correct glass position is essential part achieving suitable compression and tension qualities.
WHAT CAN GO WRONG:
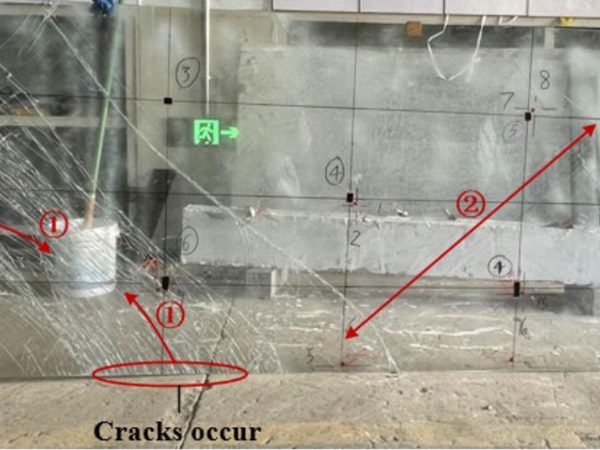
1. Pre-Bending breakages causing extensive waste: Insufficient supporting of the glass pair often results as extensive pre-bending breakages. This can be avoided with firm and uniform mold support of the glass pair. Raw glass and Pre-processing quality are also typical causes for pre-bending breakages.
2. Extensive sliding: This common problem is causing off-forms, lamination problems as well as tension and compression referred defects. Sliding can be reduced with careful positioning of the glass pair during loading. Sometimes special mold tooling is required, while extreme cases can be solved by external manipulation during the bending process.
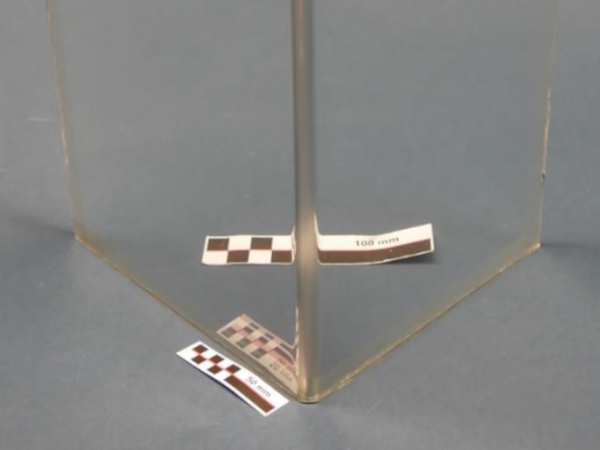
3. Deformations: Deformed shape is usually seen in the edges of windscreen mainly at the corners of the glass and sometimes as a reverse bending in the center line of the glass and inner corners (see the picture). Deformed edge shapes can be caused due to defected mold work, forced bending of the glass or wrong IR-heating configuration within the defected area. Center line deformations can be caused to extensive printed area causing regional over heating creating to a extensive sagging with in the printed area. These are commonly fixed with heat absorption plates or heat sinks.
4. Mold marks: Mold marks can be reduced developing special tooling, quality molds and using temperature proof materials in between the mold and glass within the area of defect.
5. Lamination defects: Lamination defects can be caused due to multiple reasons. Misalignment of the glass pair during lamination being one them. Gaps between the small and large glass pair is also common problem in the wing areas. Gaps can be caused by uneven heat distribution on heating or uneven cooling of the glass pairs at cooling stage. Precise pairing at lamination and investigation of the bending process often are give solutions to lamination defects. In extreme cases Dowanol (tripropylene glycolmethyl ether) can be used as a temporary relieve.
6. Repeatability issues: Edge size and geometrical shape variations are common cause for waste, although the quality tolerances relieve some space for variations. As the processing conditions of the bending furnace often vary, it requires vigilance from the operators. Improving mold tooling, process conditions such as IR-heating configuration, heating curves will improve the repeatability.
CONCLUSION
While bending these large bus and special vehicle glazing remains heavily dependent on the skilled operators and quality mold tooling , it is essential that we recognize the special requirements of the bending process development. Bending training, process development consulting or mold fabrication training sessions provided by Safety Glass Experts results can be seen in improved quality, efficiency, and profit.
Furthermore ability to produce new products without extensive time consuming development period is improved, and motivational development of personal professional skills provide solid ground for further continuous development.
Following these simple principles in each stage of the process will provide better ground for quality production, reduction of waste and ground for continuous process development. Correct loading actions reduce the risk of pre-bending breakages, wrong position of the glass pair (sliding), reverse bending and corner deformation significantly. Bending and final bending stage bending and heating controlling actions are in fundamental role achieving perfect geometry and cooling/annealing stage perfection finalizes the bending process results.
Safety Glass Experts International Oy Ltd. professional and well motivated staff promises to do their best to improve their client’s position in the competitive safety glass industry.