Furnaces based on traditional methods of radiation heating do not meet current market needs, but glass processors want the latest technology that can help boost productivity and improve the quality of production.
The single most significant technology trend today is represented by heating methods based on convection, which improves both quality and process speed, especially with new coated glasses.
Factors driving this trend include the following:
* the tempering of coated glasses requires an increased use of convection
* advancing technology has meant ever stricter quality requirements for glass
* the use of laminated tempered glass is steadily increasing and lamination requires excellent flatness
* process output and yield requirements have increased
* new manufacturers breaking into the marketplace have brought along new innovations and forced traditional producers to develop their own technologies, also creating fiercer price competition
Convection technology helps to eliminate many of the problems seen in traditional radiant furnaces, particularly in the production of coated glasses. The processing of coated glasses involves other problems as well. Some types of coated glass cannot be manufactured economically at all by means of traditional production methods.
Typical problems occurring during the heating process
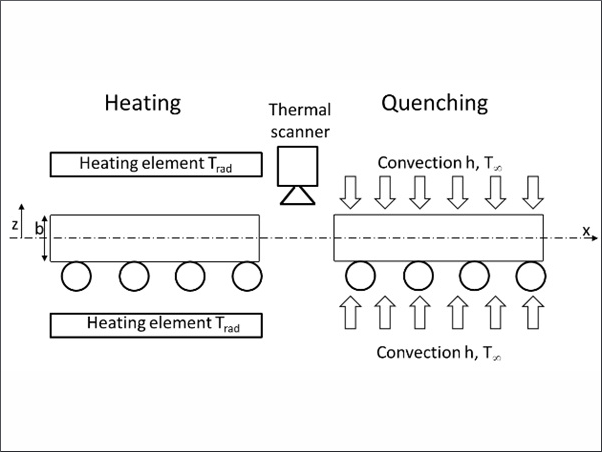
It is well known that the quality of tempered glass is very much influenced by the heating process used in the furnace. Non-uniform heating causes deformation of the glass in the quenching process. The most typical problem is caused by rapid heating of the lower surface of the glass due to conduction of the heat from the hot ceramic rollers. The expansion of the lower surface bows the glass edges upwards and the glass moves on the rollers like a boat, resulting in damage called “centre line haze”. Other non-uniform heating results include overheated edges, which cause deformation known as bistable saddle and may break the edges in the heating process.
These problems are far more severe when processing coated Low-E and reflective glasses. In addition to the problem of conductive heat from the rollers, the coating on the upper surface of the glass reflects the radiation from the upper heating elements, whereas the lower heating elements heat the glass twice (as the radiation from below penetrates the glass and is reflected back from the coated upper surface).
Uneven heat distribution may in turn occur when variable loads are run into the furnace one after another. When it enters the furnace, the cold glass absorbs the heat from the roller bed. Due to thermal inertia, the previous glass leaves the area where it has been oscillating cold, and consequently the next batch enters a roller bed which may have excess heat on the edges and a cold area in the middle. This can be partly compensated by adjusting the cross-sectional heat so that it only heats the loaded area.
Non-uniform heating may also result in cold streaks in the direction of the glass. Here the uneven temperature caused by the resistance elements (or by convection air) gives rise to iridescence which is most clearly seen in a polarisation test, but may also be visible to the naked eye.
The glass itself may also cause problems in heating. Radiant heat is differently absorbed in printed areas of the glass than in plain glass. The same applies to shaped glass lites.
These problems may adversely affect the shape or flatness of the end-product, its optical qualities or the surface of the glass. Uniformity in heating is achieved by compensating the temperature difference by profiled heating; hence the key importance of having the option of profiled heating!
Convection for coated glass and speed
Heat is transferred to the glass in three different ways: by radiation, conduction and convection. Regardless of the type of furnace, these three ways of heat transfer are always present. They can be further analysed into the following parts:
1. Radiation
a. Direct radiation from the heating elements (primary source of heat)
b. Indirect radiation from rollers and other internal parts of the furnace
2. Conduction from the ceramic rollers
3. Convection
a. Natural convection from the air without blowers or compressed air systems
b. Assisted convection by using compressed (cold) air to improve air flow
c. Forced convection from the hot air being blown onto the glass
The extent to which each of these contributes to the heating process depends upon the type of furnace, the type of glass and the phase of the heating process. In traditional furnaces the main source of heat transfer is conduction from the rollers (in the initial phases of heating) and then radiation. In full convection furnaces, the heat predominantly transfers through convection. Convection must play a major role if coated glasses are to be heated effectively.
In order to overcome these problems, Glassrobots is on the constant lookout for new solutions that are based on the use of convection. Indeed convection is seen as a must for any production line where coated glass is made. As well as helping to improve the quality of the end product, convectional heating has another important advantage over radiant systems, namely heating speed.
Tempering systems based on radiant furnaces heat up the float glass at speeds of about 40 sec/mm of thickness. With convectional heating, heating times can be reduced to 25-30 sec/mm of thickness, increasing output and productivity by up to 40-50%! As Low-E and other coated glass types require much longer heating times in a radiant furnace, productivity is increased even more.
Different types of convection furnaces available
The first single-chamber convection furnaces were brought to the marketplace in the late 1990s. Today, the following convectional furnace types are available:
1. Radiant furnaces with convective preheating chamber
2. Radiant furnaces with assisted convection (compressed air blown inside the furnace)
3. True convection systems (ventilated hot air is blown onto the glass through nozzles)
The greater the share of heat transfer that can be produced by convection, the better. To cope with the problem of varying loads and non-uniform heat distribution, the furnace must also allow for profiling of the heating. For this profiling to be effective, it is essential that there is immediate response to changing process conditions. Practically the only way to achieve effective heating control is to adjust the profile according to the furnace load.
The pros and cons of the different systems can be summarised as follows:
Radiant furnaces with assisted convection
This system usually consists of a basic furnace with electric heaters, either massive or free spirals. The convective system has tubes within the furnace, through which the compressed air is blown in to increase the airflow. This is a relatively inexpensive system that can be added on to existing furnaces. However, it is far from the most effective system and increases energy consumption.
The profiling is achieved by means of radiant heating, so it performs particularly well with clear float glass. However, new types of Low-E glasses with emissivities below 0.05 reflect back almost all the radiation from the glass surface. In this case profiling by means of radiation obviously has no prospects of succeeding.
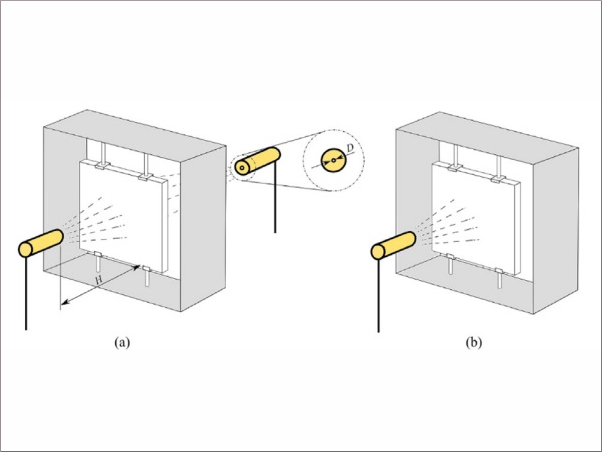
True convection systems
A true convection furnace (or forced convection furnace) is a system where hot air is blown onto the glass surface through upper and lower nozzles. Direct radiation is eliminated either by encapsulating the heating elements or by heating the air somewhere else before it is blown back into the furnace. The system is relatively expensive to set up and cannot be added on to any existing furnace. It is far more efficient than the radiant furnace with aided convection.
Some existing designs based on full convection have heaters (electric or gas) in the channels or somewhere else; they are fast but do not allow for profiling. They perform relatively well with limited glass sizes, but not so with large sizes. The most recent technology developed by Glassrobots combines the benefits of true convectional heating and profiling.
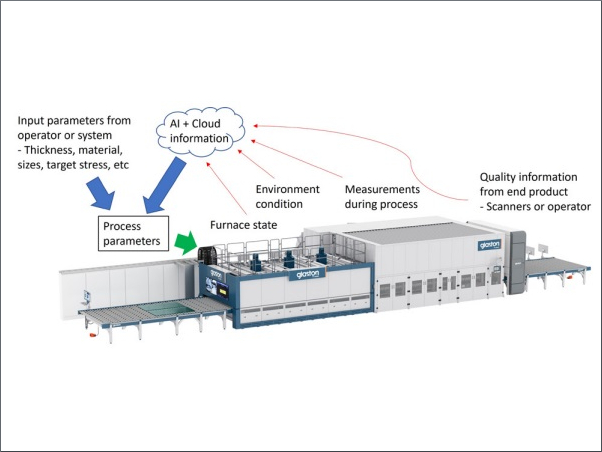
RoboTemp™: the only solution with convective profiling
Glassrobots’ newly introduced multiconvection flat tempering line RoboTemp™ is an interesting new design which combines the advantages of true convection furnaces and radiant furnaces. The advanced design offers important new benefits to glass processors aiming to boost their productivity and to achieve the best possible quality of production.
Patented multiconvection for quality and speed: The hot air is circulated inside the furnace and blown onto the upper and lower glass surfaces through encapsulated heating elements, which form the nozzles of the system. Heating speeds of up to 26-30 sec are reached, depending on glass thickness. The heating profile can be separately adjusted for each load. Profiling is also convectional: the heating power of each heating element can be adjusted so that the temperature of the air blown onto the glass surface matches the required profiling.
FuzzyTemp™ power control facilitates automatic adjustment of the heating pattern, which is hugely important with large architectural sizes. “Glass flatness during the heating process is guaranteed by the rapidity and even distribution of heating, resulting in distortion-free optics and minimal iridescence,” says Jouko Järvinen: “An extra bonus is that the air temperature inside the furnace can be lowered. Traditionally the temperature in the furnace is 700-720°C, whereas in RoboTemp™ it can be reduced to as low as 680°C”.